麹の神様 河内 源一郎

飽くなき麹への研究心と
不断の努力を積み重ね、
薩摩地において
焼酎の発展に尽力した男
初代
河内源一郎(1883~1948)
明治16年、広島県(現在の福山市)に代々続いた味噌・醤油屋「山田屋」の長男として源一郎は誕生。
醸造中の大きな樽がいくつも貯蔵されている環境で育ったため、自然と微生物のおりなす『発酵』という現象に強い興味を抱くようになっていった。
大阪高等工業学校醸造科(現・大阪大学発酵工学科)へと進んだ頃、家業が傾き始め廃業へと追い込まれてしまい、家計のために大学進学を諦めた源一郎は高校卒業後、大蔵省の役員となり鹿児島・宮崎・沖縄の味噌・醤油の製造指導にあたる任務につくこととなった。
ここから麹の神様としての第1歩を踏み出すこととなる。

麹研究のきっかけ
焼酎に適した
麹菌を発見し、
第一次焼酎ブームを
巻き起こす。
 最初は敵対視していた地元の酒造の杜氏たちも、源一郎の真摯な姿や仕事振りに胸襟を開き、こんな悩みを持ちかけられた。
最初は敵対視していた地元の酒造の杜氏たちも、源一郎の真摯な姿や仕事振りに胸襟を開き、こんな悩みを持ちかけられた。
「今年は残暑が厳しく、せっかく作った焼酎が腐り、歩留まりが悪いうえ、味も良くない。」
ここで、源一郎はある事に気付いた。
「味噌や醤油だけじゃなく、焼酎も麹で決まる。 薩摩の暑さが原因とすれば…暑さと使用している麹の相性が悪いのではないだろうか?南国薩摩の焼酎に寒い地方の日本酒に使われている黄麹を使うこと自体、無理だったのだ!」と。(当時、焼酎造りには黄麹が一般的に使用されていた)
そこで、薩摩の気候にも耐えられる麹があれば、美味しい焼酎が安定して造れると考えた源一郎は、薩摩よりも暑い沖縄の酒である泡盛の種麹菌を取り寄せ、来る日も来る日も実験を続けた。
泡盛の種麹は黒麹で、それまでの黄麹とはだいぶ性質が異なっていた。 源一郎は毎日顕微鏡にかじりつき、試験管やピンセットを手に研究を続けたが、相手はカビであり、絶えず増殖し続け一瞬の油断も許されなかった。また、温度・湿度が大きく作用するため、源一郎は人の体温なら一定のため麹菌も安定するはずと、自らを実験材料にし、培養シャーレを懐に抱き続け肌身離さず一緒に生活を始めた。昼間はもちろん、就寝時さえ離さなかったという。
そして明治43年、三年にも及ぶ苦心の研究の末、ついに源一郎は泡盛の麹菌から焼酎に一番適した泡盛黒麹菌(学名:アスペルギルス・アワモリ・ヴァル・カワチ)を培養することに成功。
この麹菌によって焼酎の収得率は大いに改良向上。泡盛黒麹菌によって造られた焼酎は『ハイカラ焼酎』と呼ばれ人気になり、瞬く間に九州全土に普及した。
新種の麹菌の発見
突然変異によって
生まれた優れもの
『河内菌白麹』
 『ハイカラ焼酎』の少々クセが強すぎる味に不満を感じていた源一郎は、引き続き研究を続けていた。
『ハイカラ焼酎』の少々クセが強すぎる味に不満を感じていた源一郎は、引き続き研究を続けていた。
大正13年のある日、培養中の食パンに見慣れない淡褐色のカビが繁殖しているのを見逃さなかった。
このカビを培養して麹菌にし、知り合いの杜氏に頼んで焼酎を造ってもらうと、黒麹で造った焼酎よりも味も香りもまろやか美味しい焼酎が出来上がったのだ。
源一郎はさっそく鹿児島高等農林(現:鹿児島大学農学部)の友人である西田教授にこの麹菌を見せたところ、
「新種に間違いなか!すごい!大発見じゃなかですか!」と私の手をとり興奮を抑えきれない様子だった。
この時源一郎は、この麹菌が新種であること、 “泡盛黒麹菌の突然変異”によって生じたものだと確信していた。
しかし、この大発見もほとんどの学者たちに無視され、全く相手にされなかった。
学会での評価等よりもっとショックだったのは、地元の杜氏や酒造家に新種の麹菌が受け入れてもらえなかったことだった。
彼らは、すでに十分高い商品価値を得ている泡盛黒麹菌を捨て去ってまで、品質が良いとはいえ、製麹が難しい新種の麹菌を使おうとは思わなかったのである。
そして、この新種の麹菌は『河内菌白麹(かわちきんしろこうじ』と名付けられた。
河内菌白麹は、醸造が難しいものの収量も多く、甘口で味わいも軽く、品質も格段に向上した焼酎ができるようになった。
さらに、糖化酵素の他にクエン酸もつくるため、腐敗菌を強力に抑えるという今までの麹菌とは一線を画した優れものだった。
当初は、必要性を疑問視していた九州全土の杜氏・酒造家たちも徐々に河内菌白麹を使用するようになっていったのだった。
そして自ら製造へ
日本にとどまらず、
アジア各国まで拡大。
河内菌白麹の発見から7年後の昭和6年、源一郎は48歳にして大蔵省を退官、翌年に鹿児島市清水町の自宅を改造し、自ら焼酎用種麹の製造・販売に乗り出した。
店で扱う菌種は、自ら発見・分離した「泡盛黒麹菌」と「河内菌白麹」そして新たに黄麹を改良した「強力黄麹」の三種であった。
堅苦しい役所勤めから解放され自由の身となった源一郎は、研究に邁進し改良に改良を重ねた麹菌の評判はたちまち九州全土を席巻し、事業はあっという間に軌道に乗った。
その勢いは日本だけにとどまらず、昭和14〜15年には、朝鮮や満州まで販路を拡大し、販売だけでなく、自ら「醪(もろみ)とり焼酎造り」の指導まで行った。現在、アジア各国で愛飲されているマッコリを始めとする焼酎のほとんどは、この時の源一郎の麹菌と指導がなければ、存在しなかったと言っても過言ではない。

源一郎の残した
不滅の業績
死の直前まで
麹研究へ情熱を燃やしつづけた男。
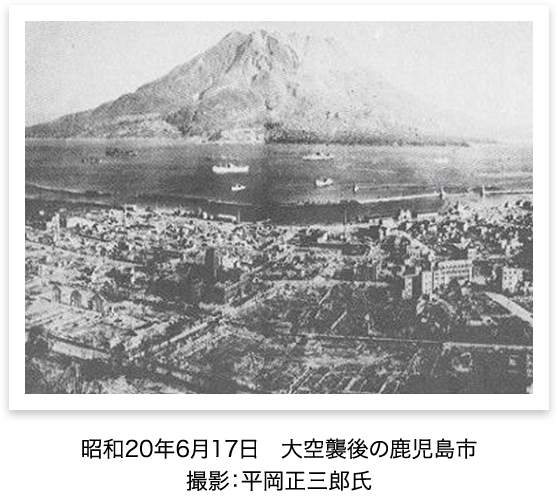 昭和20年6月、鹿児島は米軍の空襲を受け、工場も全焼したが、源一郎は家財道具には一切目もくれず、試験官に入った種麹の純粋麹菌のみを防空頭巾に包んで防空壕へ待避した。
昭和20年6月、鹿児島は米軍の空襲を受け、工場も全焼したが、源一郎は家財道具には一切目もくれず、試験官に入った種麹の純粋麹菌のみを防空頭巾に包んで防空壕へ待避した。
空襲で自宅兼工場を失って以来、杜氏の知り合いのもとへ家族ぐるみで疎開し、細々と店を続けていた源一郎だったかが、終戦の翌昭和21年、元の土地に店を再建し、再出発を果たした。
店は以前通り繁盛したが、それに反比例するかのように源一郎の体調は悪くなっていった。
文字通り、研究の虫だった源一郎。
晩年は持病の胃痛で寝込むことが多かったが、相変わらず、研究に対する情熱は衰えることなく、病床のかたわら火鉢に鍋をかけ、フスマ(麦ぬか)からグルタミン酸ソーダの精製に勤しんでいた。
そして昭和23年3月、源一郎は世界で初めての発酵法によるグルタミン酸ソーダの精製を完成させた。
友人の西田教授に確認してもらい帰宅した源一郎は猛烈な胃痛に襲われ倒れてしまう。
昭和23年3月31日、源一郎は胃の手術で入院するその日、容体が急変、自宅で息を引き取った。66歳だった。
しばらくして、妻の貞代が源一郎の着衣の乱れを直そうと胸もとを合わせたとき、ふところに純粋分離中の本格焼酎麹菌と蒸し米の入った試験管培養基、シャーレ培養基が5個あるのに気づいた。
敗戦後の物資不足の折柄、麹菌を純粋分離のための精巧な恒温装置がなかったため、自らの体温で分離していたのである。
名誉のためではなく
焼酎製造者のために
『河内菌白麹』
『河内菌黒麹』は、
日本の国菌として認定。
 鹿児島の焼酎を日本の代表的蒸留酒とすることを目指して、麹菌の研究に精魂を傾けた福山出身のカビ学者、河内源一郎は不滅の業績を残したが、生涯一度として褒賞を受けることはなかった。
鹿児島の焼酎を日本の代表的蒸留酒とすることを目指して、麹菌の研究に精魂を傾けた福山出身のカビ学者、河内源一郎は不滅の業績を残したが、生涯一度として褒賞を受けることはなかった。
源一郎の突然の死と共に、彼が発見したグルタミン酸ソーダの発酵技術は世に発表されることなく、永遠に歴史の表に刻まれることはなかった。
一貫して見えるのは、源一郎の研究は「学問」のためのものではなく、常に事業者、焼酎製造者の立場を考えた親身のものだったということ。
そして現在、源一郎が自ら分離・発見した『河内菌白麹』『河内菌黒麹』は、日本の国菌として認定され、現在「本格焼酎製造用麹菌」として本格焼酎の約8割に使用されている。
初代 河内源一郎から
引き継がれた遺志
二代目の製麴装置によって
第二次焼酎ブームが
巻き起こる。
昭和35年、源一郎氏の女婿である二代目 河内源一郎(山元正明)は、米蒸しと温度管理の難題を解決する自動製麹(せいきく)装置を開発。現在では、九州の8割の焼酎メーカーが使用している。
この装置は、熟練した職人が最高の技術を駆使してつくりだす麹と同じレベルの品質を安定してつくりだす画期的なもの。この自動製麹装置により、安定した麹菌の製造が可能になり、日本全国に焼酎ブームが巻き起こるのだった。
二代目 河内源一郎の苦労と努力も並大抵のものではなかった。
10年がかりでこの装置を完成させたその根底には、初代の開発した「河内菌」を絶やしたくない、その名前に傷をつけたくない、という強い思いがあったからだ。

麹の可能性を無限に広げる
三代目の取り組み。
 三代目 河内源一郎(山元正博)は環境問題の視点から麹研究を続けている。
三代目 河内源一郎(山元正博)は環境問題の視点から麹研究を続けている。
三代目が東京大学大学院を修了した昭和52年頃、焼酎を造る上で大量に排出される「焼酎廃液」が従来の処理法では処理し切れなくなり、そのほとんどが海洋投棄されるようになっていた。
将来大変な環境問題になると直感した三代目は、研究を開始。
最初はメタン発酵システム、それ以降も光触媒処理、光合成細菌処理、活性汚泥処理、電気分解処理、加熱乾燥処理など様々な処理法を検討したがことごとく失敗。そして、最後に行き着いたのが、本業で扱っている麹菌を使用して焼酎廃液を飼料化する技術だった。
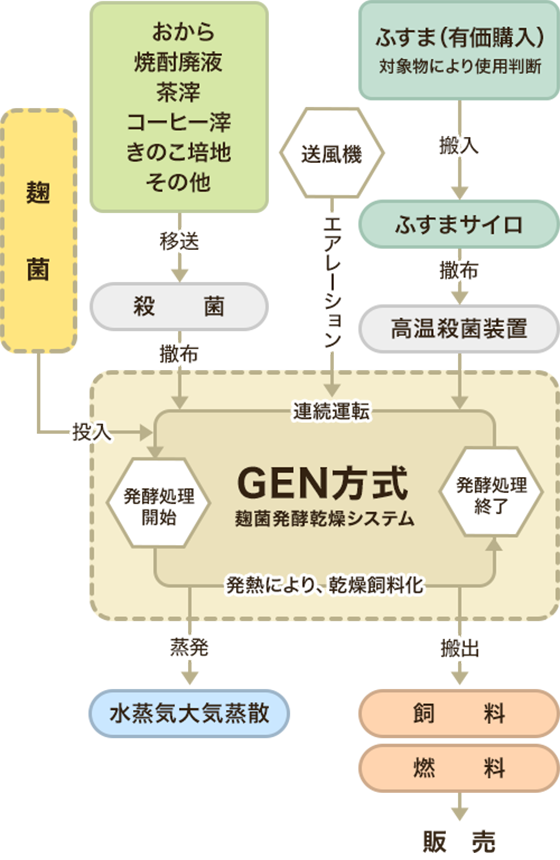
この技術を取り入れた『GENシステム』を開発。
『GENシステム』は、麹菌の発酵熱だけで水分95%の焼酎廃液を乾燥、100%飼料化するシンプルな装置だ。
この装置の菌床として使用している大量の焼酎廃液を吸収したフスマ麹は、非常に良質な飼料になり、鹿児島県松山町では推奨飼料として認定されている。
千葉大学などでこの飼料の成分分析をしたところ、この飼料を食べた家畜のコレステロールが減少、飼料にGABAが発芽玄米の10倍以上含まれていることなどがわかった。
さらに、従来の鶏の配合飼料に0.05〜0.1%程度混ぜると、飼料要求率が7%下がることも判明した。(特許申請中)
良質な飼料ということで人気を博し、大手飼料会社・商社・全農など納入先が増加、この飼料で育てた家畜の肉質は非常に柔らかく、味も良いと高い評価を受けている。
『GENシステム』による研究開発は、焼酎廃液の処理にとどまらず、ジュース絞り粕、茶滓、おから等の食品工場残渣、魚類・食肉加工処理残さ・血液などの動物系残渣に至るまで、汎用的に応用可能であり、飼料化から燃料化まで幅広い選択肢を提供できる柔軟な技術であるため、この先出てくるより大きな環境問題を解決することになるかもしれない。
20世紀は使いっぱなしで
資源を無駄にしてきました。
21世紀はそのツケを払わされています。
言わば『20世紀の尻ぬぐいの時代』だと思うのです。
大量生産には必ず廃棄物の問題が
起こります。
私は麹菌を使ったリサイクルを通して、
その一端を担えることを
とても誇りに思います。
三代目 河内源一郎
(山元正博 農学博士)
源麹研究所会長